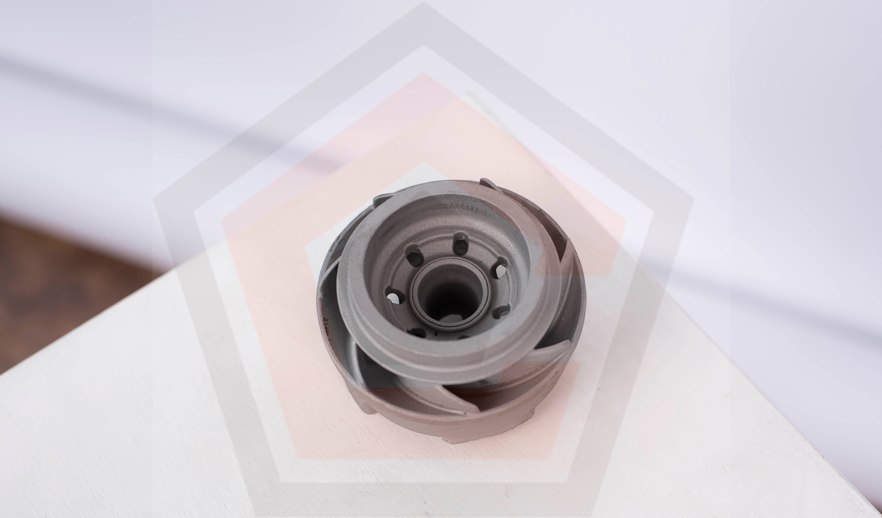
«Spetslit» JSC product examples





News
Production stages
-
 1. Pressure mouldThe production process begins with creation of a schematic for a future product (casting) in close contact with customer. Once the schematic and technical details are ready and approved by the customer, our engineers develop a blueprint of Pressure mould (Master-die), with the shrink-ratios of wax and casting material accounted. The master die is CNC-machined from a highly durable alloy based on Aluminum with Copper, Magnesium and Manganese alloying elements (similar to 2024 aluminum alloy).
1. Pressure mouldThe production process begins with creation of a schematic for a future product (casting) in close contact with customer. Once the schematic and technical details are ready and approved by the customer, our engineers develop a blueprint of Pressure mould (Master-die), with the shrink-ratios of wax and casting material accounted. The master die is CNC-machined from a highly durable alloy based on Aluminum with Copper, Magnesium and Manganese alloying elements (similar to 2024 aluminum alloy). -
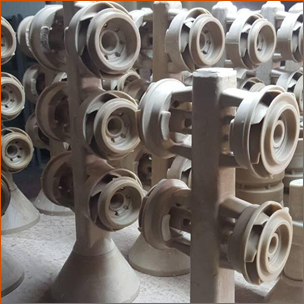 2. Wax-pattern assemblyThe wax is fed to the Master-die under pressure. The most commonly used industrial wax consists of 50% stearin and 50 % paraffin. After cooling the Master-die is disassembled and the wax pattern is removed. The process is repeated, until enough patterns are produced. The patterns are unified into a large wax-pattern, which is also called a Cluster or simply a Tree. The technologist develops a feeding system, consisting of the same wax, which will allow an even and complete distribution of metal through the wax tree. The total number of single wax patterns clustered on a single Tree depends on their size.
2. Wax-pattern assemblyThe wax is fed to the Master-die under pressure. The most commonly used industrial wax consists of 50% stearin and 50 % paraffin. After cooling the Master-die is disassembled and the wax pattern is removed. The process is repeated, until enough patterns are produced. The patterns are unified into a large wax-pattern, which is also called a Cluster or simply a Tree. The technologist develops a feeding system, consisting of the same wax, which will allow an even and complete distribution of metal through the wax tree. The total number of single wax patterns clustered on a single Tree depends on their size. -
 3. The ceramic mouldThe wax tree with the feeding system attached are coated with heat-resistant materials. The most commonly used are corundum and quartz. Typically 6 to 10 layers are applied. The grain size of the material varies to ensure high-quality surface of the final product. Each layer requires drying, which takes at least 30 minutes in special drying chambers under atmosphere of ammonia gas. The result of sufficient layers applied is called the Ceramic mould or the Investment. The wax is melted out of the mould by heating, applying hot water or steam under pressure. To eliminate any substances capable of evaporation, the investment is heated to 1000C, which is called the Burnout. After Burnout the Investment is ready for pouring-in metal.
3. The ceramic mouldThe wax tree with the feeding system attached are coated with heat-resistant materials. The most commonly used are corundum and quartz. Typically 6 to 10 layers are applied. The grain size of the material varies to ensure high-quality surface of the final product. Each layer requires drying, which takes at least 30 minutes in special drying chambers under atmosphere of ammonia gas. The result of sufficient layers applied is called the Ceramic mould or the Investment. The wax is melted out of the mould by heating, applying hot water or steam under pressure. To eliminate any substances capable of evaporation, the investment is heated to 1000C, which is called the Burnout. After Burnout the Investment is ready for pouring-in metal. -
 4. The castingThe pre-heated to 1000C Investment is placed into the furnace and the liquid metal is poured-in. The metal is cooled either gradually in a controlled environment or simply by exposing the filled investment to air. Once at room temperature, the investment is crashed, the feeding system cut-away and the casting cleaned.
4. The castingThe pre-heated to 1000C Investment is placed into the furnace and the liquid metal is poured-in. The metal is cooled either gradually in a controlled environment or simply by exposing the filled investment to air. Once at room temperature, the investment is crashed, the feeding system cut-away and the casting cleaned.



