Завод «Спецлит» — промышленное предприятие Калужской области в городе Сосенский специализирующееся на методе литья по выплавляемым моделям, литья в холоднотвердеющие смеси и вакуумном литье. Основано в 1986 году для обеспечения ракетно-космической отрасли высокоточными отливками из спецсплавов. Предприятие имеет имущественный комплекс на земельном участке общей площадью 73 092 квадратных метра. В него входят:
- Административно-бытовой корпус площадью 7 608.9 кв.м.
- Литейный корпус площадью 15 945.2 кв.м.
На данный момент штат сотрудников завода превышает 200 человек. Постоянно модернизируемое оборудование позволяет качественно и в срок изготавливать продукцию по технической документации заказчика. За последние годы завод увеличил количество отгружаемой продукции до 25000 отливок в месяц.
Образцы изделий АО «Спецлит»



Новости Завода

Этапы изготовления отливки методом ЛВМ
-
 1. Пресс-формаПроцесс изготовления продукции начинается с согласования чертежа будущего изделия (отливки). Далее, на основании согласованного чертежа и технической документации, конструкторский отдел разрабатывает чертеж литейной оснастки (пресс-формы), учитывая усадку на материал из которого будет отливаться будущее изделие. Сама пресс-форма изготавливается из высокопрочного сплава на основе алюминия с добавками меди, магния и марганца (Д16Т).
1. Пресс-формаПроцесс изготовления продукции начинается с согласования чертежа будущего изделия (отливки). Далее, на основании согласованного чертежа и технической документации, конструкторский отдел разрабатывает чертеж литейной оснастки (пресс-формы), учитывая усадку на материал из которого будет отливаться будущее изделие. Сама пресс-форма изготавливается из высокопрочного сплава на основе алюминия с добавками меди, магния и марганца (Д16Т). -
 2. Восковой блок с литниково-питающей системойВ пресс-форму, под давлением, подается модельный состав. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина. После этого пресс-форма разбирается и из нее извлекается восковая модель, внутренние полости пресс-формы сделаны таким образом, что восковая модель в точности повторяет габаритные размеры будущего изделия. Далее технолог разрабатывает литниково-питающую систему (ЛПС) так же состоящую из воска, на которую напаиваются восковые модели. В зависимости от габаритов изделия, на блоке литниковой системы можно одновременно размещать различное кол-во моделей.
2. Восковой блок с литниково-питающей системойВ пресс-форму, под давлением, подается модельный состав. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина. После этого пресс-форма разбирается и из нее извлекается восковая модель, внутренние полости пресс-формы сделаны таким образом, что восковая модель в точности повторяет габаритные размеры будущего изделия. Далее технолог разрабатывает литниково-питающую систему (ЛПС) так же состоящую из воска, на которую напаиваются восковые модели. В зависимости от габаритов изделия, на блоке литниковой системы можно одновременно размещать различное кол-во моделей. -
 3. Керамическая коркаНа модельный блок (восковая модель и ЛПС) наносят суспензию на основе связующего и огнеупорного наполнителя и производят обсыпку. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т.д. Так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняется для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный (восковой) состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 градусов для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку.
3. Керамическая коркаНа модельный блок (восковая модель и ЛПС) наносят суспензию на основе связующего и огнеупорного наполнителя и производят обсыпку. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т.д. Так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняется для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный (восковой) состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 градусов для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. -
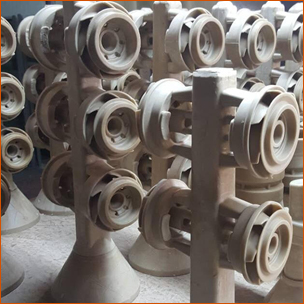
 4. Готовая отливкаПеред заливкой блоки нагревают в печах до 1000 градусов. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС. Таким образом получаем готовую отливку.
4. Готовая отливкаПеред заливкой блоки нагревают в печах до 1000 градусов. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС. Таким образом получаем готовую отливку.



